工艺块的执行机制和梯形图的循环扫描不一样,是基于状态机,只有当前行执行完成后才会执行下一行程序。
编程方式采用填表方式采用程,适合编辑简单的、分支较少的工艺流程;其特定是结构清晰,省去繁琐的代码设计。
工艺编辑支持标准的编辑命令如拷贝(CTRL+C)、剪切(CTRL+X)、粘帖(CTRL+V)。
按住鼠标左键拖动可选择多行,可对多行进行拷贝和粘帖,提高编辑效率。
在监控模式下,能监控到数据当前值,程序当前执行位置(蓝色表示)。
双击任意一个工艺块程序,打开界面如下图所示。
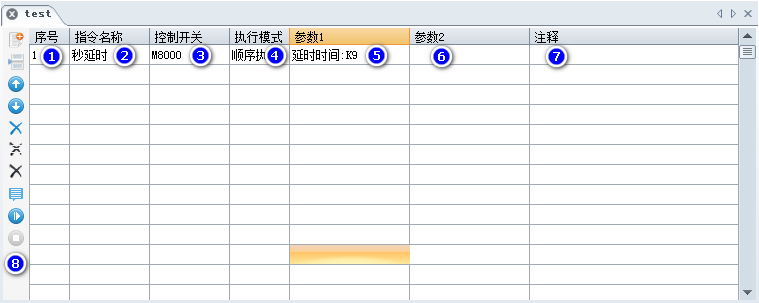
| 1 |
工艺动作序号,可用于跳转指令参数 |
| 2 |
动作指令名称 |
| 3 |
当控制开关打开时才执行当前动作,否则不执行当前行,直接执行下一动作 |
| 4 |
分同步执行和顺序执行。顺序执行指上一步动作执行完成后才执行当前动作,同步执行指和上一步动作同时执行,当两个动作都执行完成后才执行下一步动作。 |
| 5 |
指令参数,和指令相关,具体请参照指令手册 |
| 6 |
| 7 |
当前动作的详细说明 |
| 8 |
工具栏 |
 |
在当前行添加新的动作 |
 |
在当前行插入新的动作,其他动作下移一行 |
 |
当前行上移 |
 |
当前行下移 |
 |
删除当前行 |
 |
删除所有空行 |
 |
删除当前工艺块的所有行 |
 |
启用后,可显示软元件注释 |
 |
监视当前工艺块的所有软元件状态 |
 |
停止监视当前工艺块的所有软元件 |
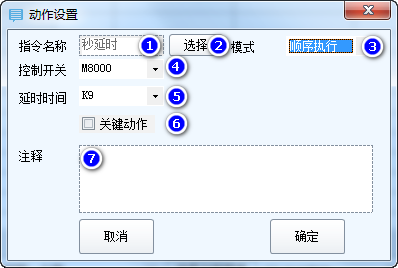
| 1 |
当前选择的指令名称 |
| 2 |
单击选择或修改指令 |
| 3 |
选择顺序执行或者同步执行 |
| 4 |
控制开关默认选择M8000,也可用元件控制,跳过是否当前行。 |
| 5 |
参数,和指令相关 |
| 6 |
勾选后,注释栏背景色变成醒目的橙色,起提示作用 |
| 7 |
动作注释 |
| 空操作 |
不进行任何操作 |
| 秒延时 |
以秒为单位进行延时 |
| 毫秒延时 |
以毫秒为单位进行延时 |
| 输出 |
当控制开关为ON时,将指定端口进行相应的操作,置ON/OFF,取反或者赋值 |
| 等待输入 |
当控制开关为ON时,将指定端口进行相应操作;通常可用于获取外部输入的状态,以便作为下一行动作执行的条件 |
| 跳转 |
可跳转到指定的行 |
| 暂停 |
暂停执行工艺块 |
| 字/双字赋值 |
寄存器的简单赋值操作 |
| 字加一 |
进行加1操作,相当于INC指令 |
| 字减一 |
进行减1操作,相当于DEC指令 |
| 双字加一 |
进行加1操作,相当于DINC指令 |
| 双字减一 |
进行减1操作,相当于DDEC指令 |
| 机械回零 |
指定轴的回零动作 |
| 表格定位 |
指定轴的定位操作 |
梯形图中使用CALLA指令调用即可,指令参数为工艺块名称。